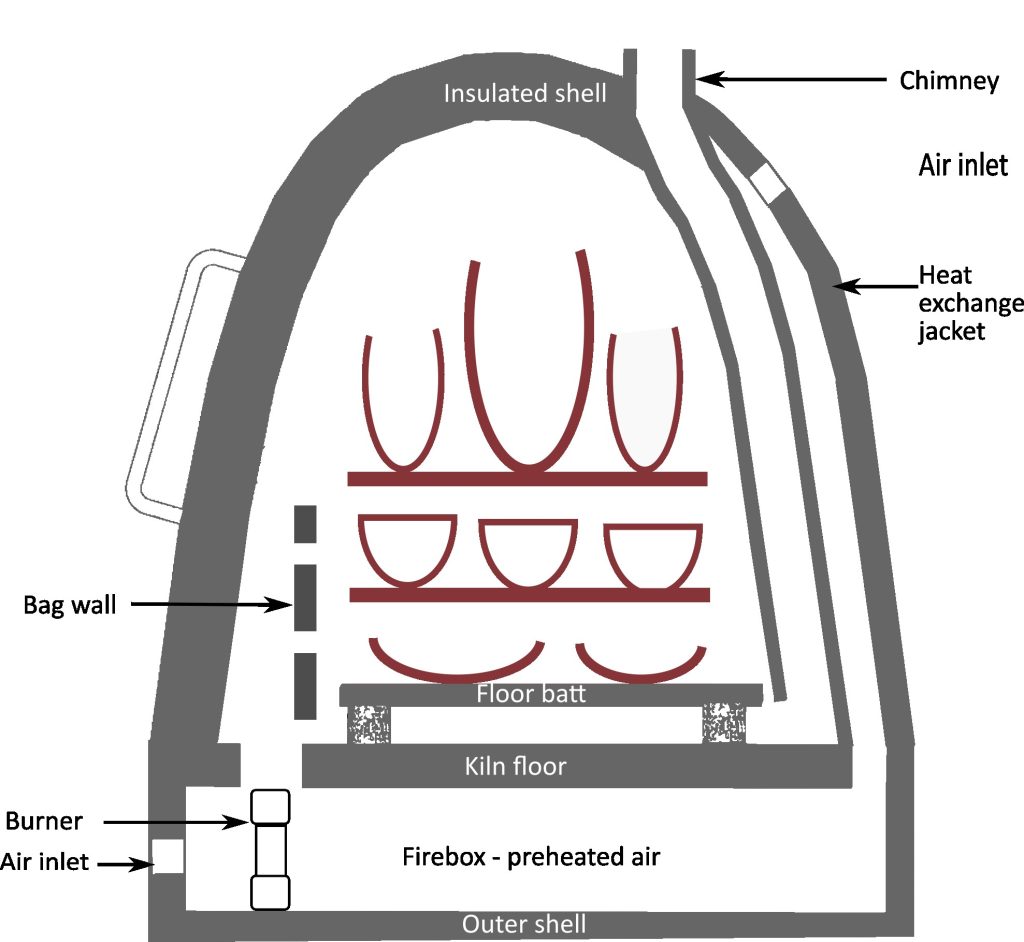
This is a report on the first high-temperature firing of an experimental gas-fired kiln built to test several innovations, including a multilayer refractory and insulating shell, a multiflame ribbon burner and an innovative heat recovery system.
Test results
- The system recovered much more heat than expected.
- Temperature rise was faster than planned.
- The kiln easily reached the target temperature, but the lower shelves were underfired.
- The firing was shut down early due to backfiring.
- Reduction glaze effects were achieved
The full kiln log can be downloaded as a PDF file – click the download button above
Observations
Warm-up: Should minimise ventilation through the kiln in warm-up. Close spyholes to direct the air-flow to follow the downdraft path and provide more even temperature distribution from top to bottom.
Main heating: The main heating cycle was much faster than expected or planned. This led to big difference between top and bottom temperatures.
Bag wall: Higher than needed. Should allow more heat through to lower levels.
Early stages: Chimney damper and secondary air damper should be used more actively to control vertical heat distribution.
Stalling: At about 13:45 the temperature rise stalled at 1,070oC (1958oF). Insufficient air. Chimney damper is a key control.
Reduction: Blackening at flue damper indicated reduction starting about the same time 13:45. Substantial reduction later. Glaze colours confirm reduction firing.
FFD cutout: Indicates that the pilot flame was diverted from thermocouple, possibly by abrupt changes in secondary air supply at 14:00. Further cutout at 15:30, followed by audible backfire on re-ignition. This is consistent with combustion in the preheat firebox. NB Ignition temperature of propane in air is 455oC (850oF).
Backfiring: On opening, soot blackened area could be seen around both venturis and at connections in the burner mixing mixing pipe. There was a soot deposit in the roof of the preheat firebox. This is consistent with combustion in the firebox and a reverse draft through the heat exchanger.
Overheating: All heat exchanger and firebox components comprising cement boards and portland cement castings failed through heat damage. Glass reinforced refractory using high-alumina cement (Secar71) was undamaged.
Conclusions
- The principle of the simple heat recovery system proved to be effective, but the practical implementation requires redesign.
- If preheated air is used as primary air at the venturi, a reliable way to regulate its temperature is required
- If preheated air is only entering the kiln chamber as secondary air, its temperature would not need to be regulated.
- Air flow through the heat exchanger must be redesigned to prevent back-draft.
- Refractory and insulating materials performed as expected, but the heat-exchange pathway must be upgraded to provide a safety margin for higher temperatures.
- Burner assembly must be tested and sufficiently robust to prevent any gas leakage through joints in the burner mixing tube.
- Uneven vertical temperature distribution can be addressed in several ways:
- At the loading stage, by altering the kiln bag wall configuration (bag wall was too high on this firing) and by density of loading at the bottom (lowest shelves were too close together on this firing).
- During firing, slowing the flow through the kiln reduces the vertical temperature difference.
- Direct control of vertical temperature distribution during firing could be provided by adjusting the size of flame directed under the floor batt.